

La question de la conservation et l’utilisation maximale des traverses se pose aux compagnies de chemins de fer à la fin du XIXe siècle.
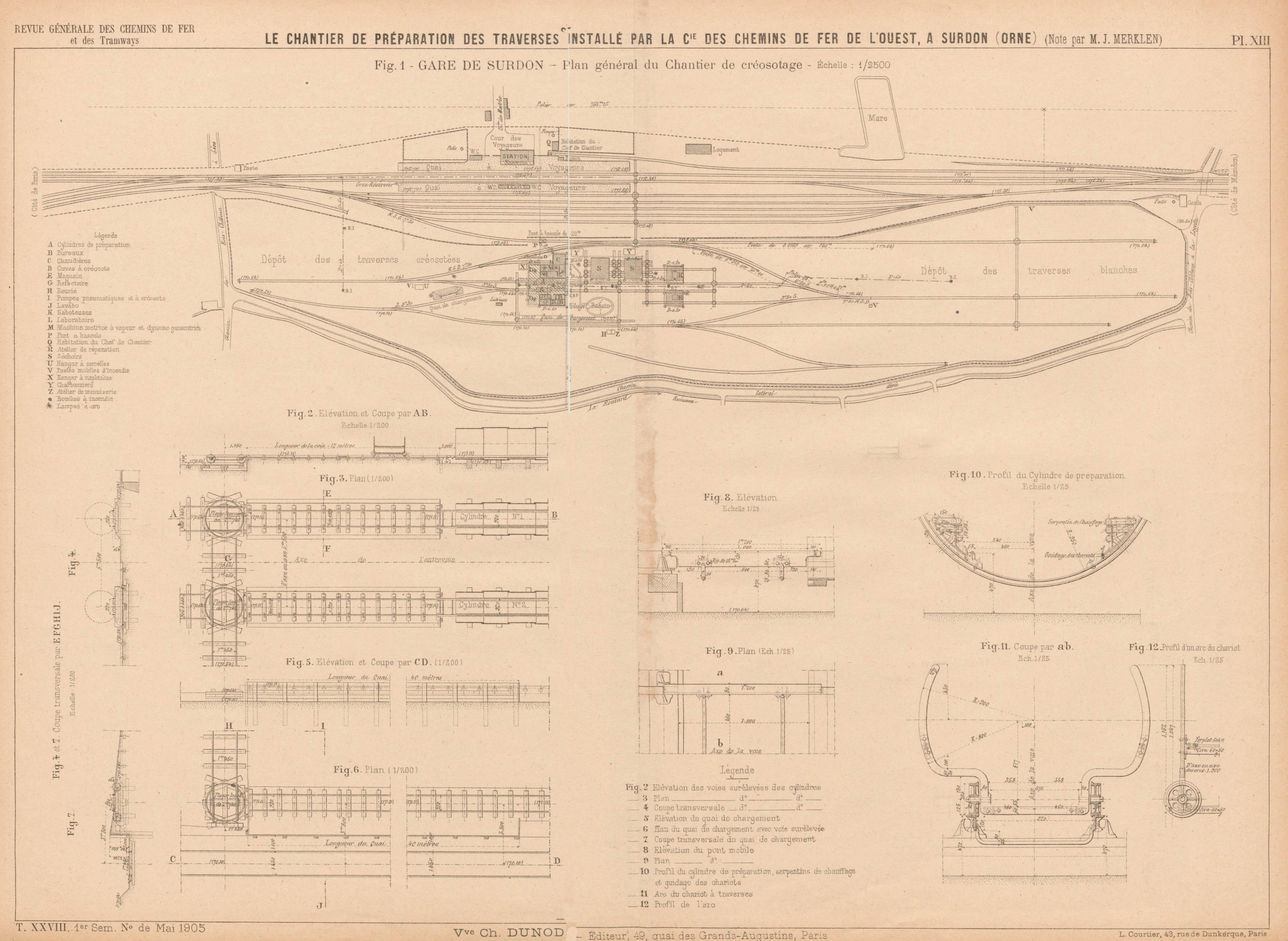
A l’instar d’autres compagnies, celle de l’Ouest installe un chantier de préparation par la méthode antiseptique près de la gare de Surdon. Gare de bifurcation entre les lignes de Paris-Granville et Le Mans-Mézidon, près de massifs forestiers importants, le site de Surdon semble le plus approprié. Il s’étend sur plus de 6 ha.


Après la IIe guerre mondiale et ses destructions, le chantier se reconstruit sur plus de 26 ha. Il comprend près de 10 km de voies et près de 60 aiguillages. Deux embranchements permettent de le relier aux voies de la gare.

Nous allons voir ce qu’est un chantier de traitement des traverses.
Le choix de l’antiseptique est la première question que se pose la compagnie. Elle adopte la créosote qui présente des qualités supérieures à d’autres produits. Elle est facilement injectable à l’état liquide, et se solidifie dans le bois. De par sa nature, elle remplit son rôle, sans désagréments pour la traverse ou pour son environnement.
L’efficacité du créosotage dépend aussi du bois utilisé. Le hêtre et le charme s’injectent entièrement contrairement au chêne, pin ou sapin. Il est à noter que le hêtre normand se prépare plus facilement que le breton. Il doit être abattu avant la montée de sève et le débit à la scie mécanique ou son humidité altère sa bonne préparation au créosotage.
Plus tard, des bois exotiques (Gabon, Cameroun) font leur apparition.
La compagnie estime à 25 kg la consommation de créosote pour une traverse en hêtre.
Il y a un certain nombre d’étapes pour un bon traitement des traverses:
- Le stockage aussi appelé dessiccation

- Le frettage
- Le sabotage et le perçage
- Le créosotage

Le stockage
Les traverses dites « blanches » sont empilées sur un sol préparé à cet effet. Sol qui doit être exempt d’humidité et d’herbes. Elles reposent sur des traverses dites « sous-traits » pour éviter tout contact avec le sol.

Les traverses blanches se stockent par essence et par mode de débit afin d’adapter l’injection de la créosote. Sur les 3 modes de stockage, celui de la fig. 2 est le plus utilisé.
Le frettage
Les ouvriers visitent régulièrement les traverses durant la durée du séchage (de 6 mois à 1 an). Ils consolident les traverses qui se fendent par des esses. Ce procédé laisse sa place au frettage, cerclage métallique aux extrémités des bois.
Entaillage et perçage
Au début du XXe siècle, les traverses subissent un entaillage ou sabotage pour 2 cas de figure:
- le chantier live les traverses sans retouche pour les voies posées sur coussinets
- le chantier livre les traverses entaillées et percées, par une machine SACM(1) pour les rails Vignole

Cliquer sur le plan pour visualisation en grand format
A la reconstruction du chantier après la IIe guerre mondiale, 2 entailleuses Monnet remplacent la raboteuse SACM.
Le créosotage
Avant le créosotage, il reste une opération à faire sur les traverses pour les mettre dans les meilleures conditions : le séchage à l’air chaud.
Le séchage se fait dans 2 séchoirs de 4 galeries acceptant chacune 4 chariots de 35 à 40 traverses, pour une durée de 24 heures à 40/45°.
Après le séchage, les traverses rejoignent l’atelier de créosotage. Le chantier emploie le procédé « par vide et pression »
Les traverses remplissent un cylindre. Le vide est fait à l’intérieur. Puis on injecte la créosote à une pression de 7 kg. L’opération dure de 35 à 45 mn selon le bois. Puis l’on vidange l’excédent de créosote. Le cycle complet dure environ 1 h 30.

Après 1947, la technique reste sensiblement la même même si les chiffres diffèrent un peu. La pression d’injection de la créosote, portée à 90°, est de 9 kg, et selon le procédé utilisé, le cycle complet va de 3 h pour les bois exotiques à 7 heures pour du hêtre. Une nouvelle dépression permet de récupérer l’excédent de créosote. Et le traitement porte sur 11 chariots par cylindre.
En 1965, la salle des machines permet à un seul agent l’exécution et le contrôle des différentes phases d’imprégnation, grâce à un tableau de commande centralisée. Deux compresseurs d’air comprimé de 75 ch pour l’injection, et deux pompes à vide de 25 ch pour les dépressions équipent la salle des machines.
Chargement et expéditions
A la sortie des autoclaves et après contrôle, un portique de 6 T chargent les traverses dans des wagons, que le locotracteur (Y 6001 et Y 7001 en 1965) du chantier acheminent ensuite sur les voies de débord de la gare de Surdon.
Le marquage des traverses se fait à l’aide de clous à tête carrée, marqués SU pour le lieu de traitement et de clous gravés des 2 derniers chiffres de l’année en cours.

La manutention
La manutention est un poste important sur ce type de chantier. Au début du XXe siècle, la traction animale manœuvre des wagons, les hommes assurent le déchargement et l’empilage des traverses (le coltinage).

En 1965, il est fait usage de 7 grues automotrices à moteur diesel, 6 de 500 kg de charge et une de 1600 kg. Des chariots élévateurs complètent le parc de manutention
Quant au transport des traverses aux séchoirs et aux cylindres, le chantier fait usage de chariot spéciaux.
Cliquer sur le plan pour visualisation en grand format
Primitivement, les ouvriers poussent les chariots un à un dans les cylindres d’injection, encore chaud, et au risque d’inhaler de la créosote. Pour éviter cela, et gagner du temps, on installe un treuil et des câbles. Ainsi, les 2 rames de 4 chariots entrent simultanément dans les cylindres.
Equipements annexes
A l’origine, le chantier dispose de 2 générateurs de vapeurs, timbrées à 6.5 kg, d’une surface de chauffe unitaire de 80 m2 pour une production de 800 kg/h.
En 1965, il y a 2 chaudières, chauffées au fuel lourd. Elles produisent 9 T/h de vapeur.
Si à la fermeture, 10 cuves de 150 m3 servent au stockage de la créosote, celui-ci était différent à l’origine.
En 1900, 6 réservoirs rectangulaires en tôles, dans des sous-sols en maçonnerie pour assurer l’étanchéité et recouverts d’un plancher bois, stockent la créosote. Des serpentins, traversés par de la vapeur, parcourent les cuves afin de réchauffer le produit.
Un atelier-magasin assure les différentes missions annexes: entretien du matériel, service des eaux, service incendie, station d’épuration …

Cliquer sur le plan pour visualisation en grand format
A coté de cela, les ouvriers disposent d’un cabinet médical, d’une cuisine, d’un réfectoire, de douches, de vestiaires, de lavabos et d’un foyer.
Comme dans tous les pôles ferroviaires de ce genres (dépôts, triages, chantier…), une cité côtoie les installations techniques. Celle de Surdon est à 400 m de la gare, et comprend (en 1965) 75 logements, un groupe scolaire, un centre social, un terrain de sports…




Administration
Le bureau administratif gère le personnel, la comptabilité des stocks, le secrétariat, l’élaboration des prix de revient.
Le bureau technique préparent les commandes pour la fabrication, les commandes et contrôle des bois bruts et usinés, les relevés pour le calcul du prix de revient, ainsi que des expéditions, et la répartition du personnel dans les différents ateliers.
En 1984, l’atelier ferment ses portes au 123 employés (150 en 1954, 190 au début). Aujourd’hui, le site est recouvert de panneaux solaires.
(1) Société Alsacienne de Constructions Mécaniques